
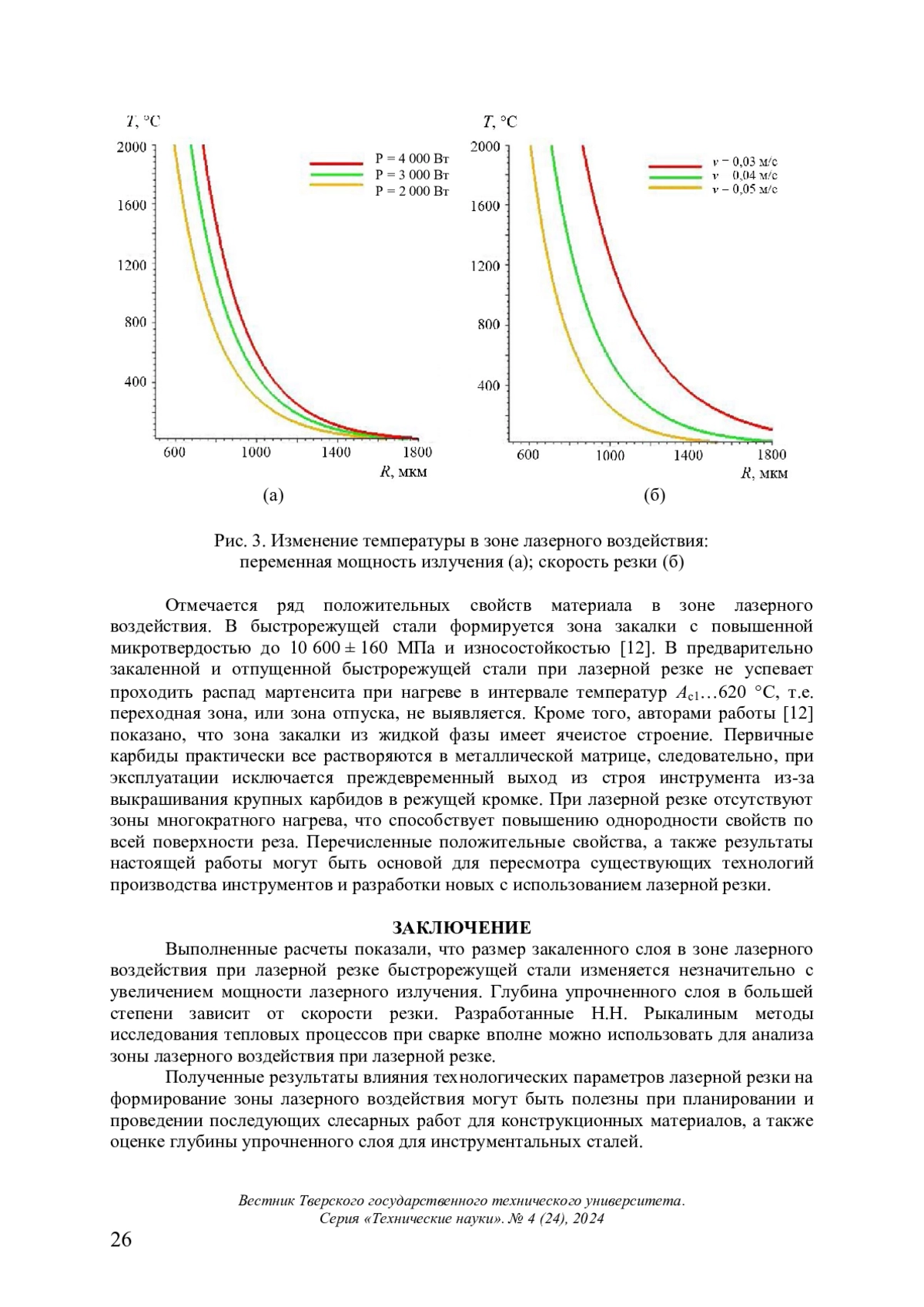
В статье отмечено, что на основе использования методов исследования тепловых процессов при сварке был выполнен анализ зоны лазерного воздействия, образующейся во время лазерной резки быстрорежущей стали. Показано, что на размер закаленного слоя большое влияние оказывает скорость лазерной резки. Напротив, изменение мощности лазерного излучения не приводит к существенному изменению размера зоны лазерного воздействия. Результаты выполненной работы могут быть полезны при разработке новых способов изготовления и упрочнения инструмента из быстрорежущей стали
Предпросмотр статьи
Идентификаторы и классификаторы
- SCI
- Строительство
Технология лазерной резки получила широкое распространение во всем мире благодаря своим преимуществам. В первую очередь это высокая производительность, точность и качество реза. Технология применяется в различных отраслях промышленности, включая автомобильную, аэрокосмическую, медицинскую [1–6]. При лазерной резке происходит кратковременный локальный нагрев разделяемого материала до температур, превышающих температуру плавления. Расплавленный металл и образующаяся плазма выдуваются вспомогательным газом.
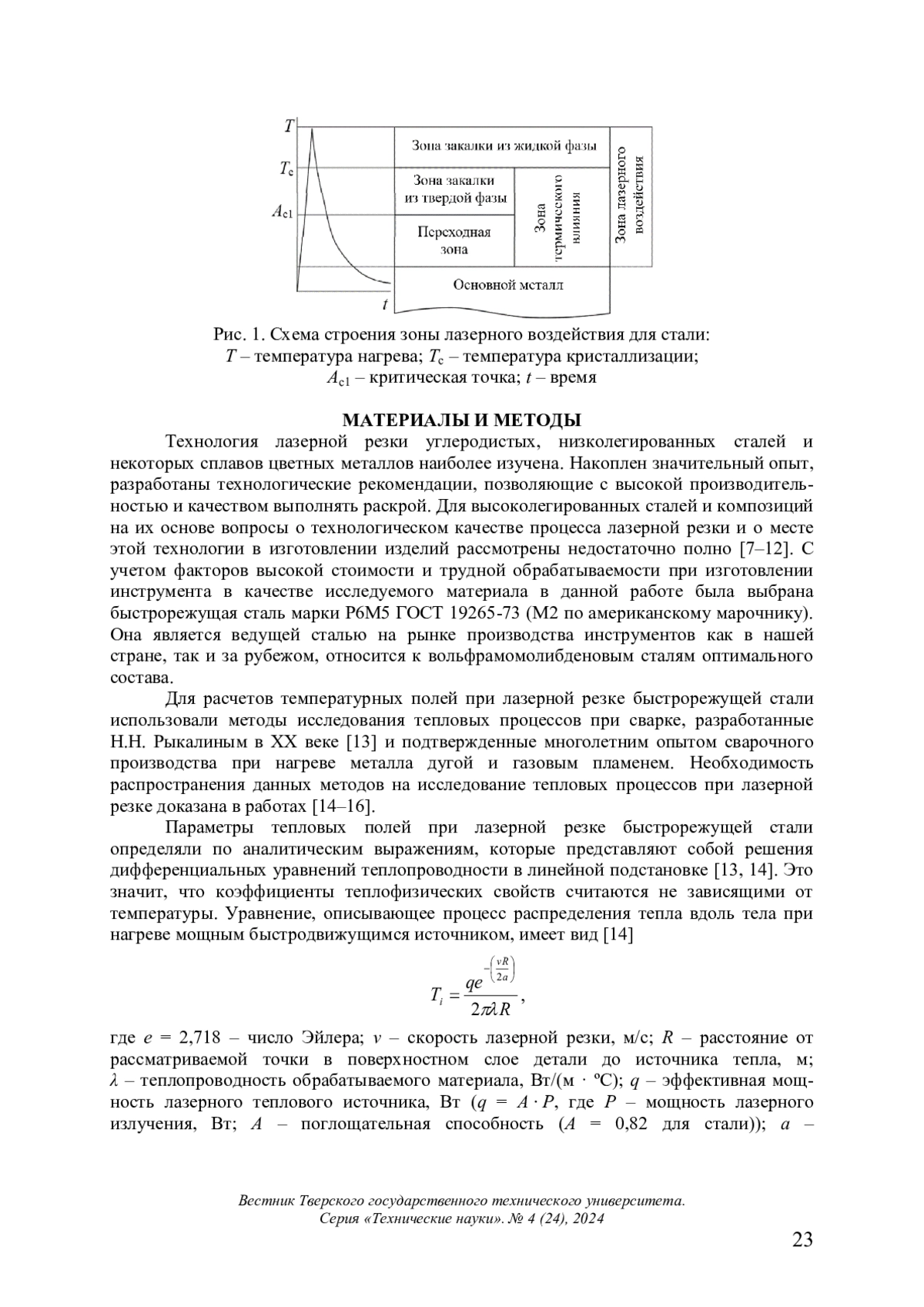
При тепловом воздействии лазерного излучения в зоне реза могут проходить структурные превращения, приводящие к изменению механических свойств материала [1–3]. В связи с тем, что разные слои металла нагреваются до различных температур, зона лазерного воздействия (ЗЛВ) имеет слоистое строение (рис. 1). Выделяют три принципиально различных по природе фазовых превращений слоя: слой оплавленного металла (зону закалки из жидкой фазы); слой металла, претерпевшего структурные и фазовые изменения (зону закалки из твердой фазы); переходный слой к основе, остающейся без изменений (зону отпуска
Список литературы
1. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки. М.: МГТУ им. Н.Э. Баумана. 2006. 664 с. EDN: WPEVRY
2. Riveiro A., Quintero F., Boutinguiza M., Del Val J., Comesaña R., Lusquiños F., Pou J. Laser Cutting: A review on the Influence of Assist Gas // Materials. 2019. V. 12. № 1. P. 157. EDN: TGMTFF
3. Khatak P. Laser Cutting Technique: A Literature Review // Materials Today: Proceedings. 2022. V. 56. P. 2484-2489. EDN: CEXGXS
4. Genna S., Menna E., Rubino G., Tagliaferri V. Experimental Investigation of Industrial Laser Cutting: The Effect of the Material Selection and the Process Parameters on the Kerf Quality // Applied Sciences. 2020. V. 10. № 14. P. 4956. EDN: UUONAR
5. Kanyilmaz A. The Problematic Nature of Steel Hollow Section Joint Fabrication, and a Remedy Using Laser Cutting Technology: A Review of Research, Applications, Opportunities // Engineering Structures. 2019. V. 183. P. 1027-1048. EDN: YJBNUM
6. Parthiban A., Sathish T., Chandran S.S., Venkatesh R., Vijayan V. Optimization of CO2 Laser Cutting Parameters on Austenite Stainless Steel Using Grey Relational Analysis // International Journal of Mechanical Engineering and Technology. 2019. V. 10. № 1. P. 984-992.
7. Измайлов В.В., Афанасьева Л.Е., Новоселова М.В. О фрикционных характеристиках поверхности газолазерного реза быстрорежущей стали Р6М5 // Вестник Тверского государственного технического университета. Серия “Технические науки”. 2022. № 1 (13). С. 5-13. EDN: JRJMRG
8. Sobih M., Crouse P.L., Li L. Striation-free Fibre Laser Cutting of Mild Steel Sheets // Applied Physics A. 2008. V. 90. № 1. P. 171-174.
9. Wee L.M., Li L. An Analytical Model for Striation Formation in Laser Cutting // Applied Surface Science. 2005. V. 247. № 1-4. P. 277-284. EDN: KJDVIX
10. Афанасьева Л.Е., Барабонова И.А., Раткевич Г.В., Новоселова М.В., Гречишкин Р.М. Микроморфология поверхности и абразивная износостойкость инструментальной стали после газолазерной резки // Поверхность. Рентгеновские, синхротронные и нейтронные исследования. 2016. № 12. С. 46-53. EDN: XGWDUP
11. Afanasieva L., Bolotov A., Abu-Abed F. High-Speed Steel Technology Substitution in Mining Machinery - an Experimental Study // Acta Monstanistica Slovaca. 2024. V. 29. №1. P. 50-61. EDN: ZYWCWD
12. Афанасьева Л.Е., Измайлов В.В., Новоселова М.В. Микротопография и микроструктура поверхности быстрорежущей стали после газолазерной резки // Поверхность. Рентгеновские, синхротронные и нейтронные исследования. 2021. № 5. С. 68-75. EDN: NKJGPQ
13. Рыкалин Н.Н. Расчеты тепловых процессов при сварке. М.: Машгиз. 1951. 296 с.
14. Безъязычный В.Ф., Семенов А.А. Расчетное определение температуры в поверхностном слое детали при лазерной резке // Упрочняющие технологии и покрытия. 2013. № 7. С. 35-40. EDN: QIPRWL
15. Зоренко Д.А., Барчуков Д.А., Афанасьева Л.Е. Моделирование температурных полей при лазерном раскрое стального проката // Металлообработка. 2021. № 2 (122). С. 26-31. EDN: OQYYBL
16. Tani G., Tomesani L., Campana G., Fortunato A. Quality factors assessed by analytical modelling in laser cutting // Thin Solid Films. 2004. V. 453. P. 486-491. EDN: KHLKBP
17. Ковалев О.Б., Оришич А.М., Петров А.П., Фомин В.М., Юдин П.В., Малов А.Н., Ермолаев Г.В. Моделирование фронта плавления и разрушения пленки расплава при газолазерной резке металлов // Прикладная механика и техническая физика. 2004. Т. 45. № 1. С. 162-172. EDN: ONMBNB
18. Пугачева Н.Б., Смирнов С.В., Ермолаев Г.В., Ковалев О.Б., Оришич А.М. Микроструктура поверхности и особенности моделирования физико-химических процессов при кислородной лазерной резке конструкционных сталей // Физика и химия обработки материалов. 2010. № 1. С. 15-22. EDN: KZUQAX
19. Зайцев А.В., Ковалев О.Б., Оришич А.М., Фомин В.М., Шулятьев В.Б. Газодинамика лазерной резки толстых металлических пластин непрерывным СО2-лазером // Вычислительные технологии. 2006. Т. 11. № S1. С. 74-83. EDN: MWCRXN
20. Nabavi S.F., Farshidianfar A., Dalir H. An Applicable Review on Recent Laser Beam Cutting Process Characteristics Modeling: Geometrical, Metallurgical, Mechanical, and Defect // The International Journal of Advanced Manufacturing Technology. 2024. V. 130. № 5. P. 2159-2217. EDN: IFZYLJ
Выпуск
Другие статьи выпуска

В статье отмечено, что внедрение модульного принципа в машиностроении является одним из основных условий автоматизации производственных систем и процессов. Рассмотрено модульное представление объекта обработки на базе структурного построения детали и технологического процесса. В рамках онтологии предметной области машиностроения модули детали представлены как концептуальные объекты терминологической системы. Исследованы основные структурные элементы детали и связи между ними, составляющие модель объекта обработки. Приведен пример реализации модульного принципа при построении детали типа тела вращения

Статья посвящена вопросам, связанным с разработкой моделей объектов и процессов, являющихся частью технологической подготовки производства, в области автоматизированного проектирования технологических процессов изготовления деталей. Рассмотрены концептуальные объекты и структурные связи между этими объектами. Особое внимание уделено терминам «материальный объект» и «родовидовые отношения». Показано, какую роль они играют в системе знаний предметной области машиностроения. Приведен пример кодировки элементов машиностроительной производственной системы и связей средствами структурного моделирования. Изучены вопросы, связанные с созданием алгоритмов, осуществляющих обработку закодированной информации, для решения задач выбора элементов производственной системы на разных уровнях абстрагирования. Приведен пример решения инженерной задачи на основе структуры терминологической системы онтологии машиностроения.

Рассмотрена суть концептуальных понятий бережливого производства и управления качеством. Проанализированы основные ошибки в их понимании и применении. Установлено, что внедрение указанных систем целесообразно осуществлять на основе исследования процессов деятельности организации. Исследована иерархия организационно-технологических систем, показаны основные задачи, решаемые в рамках систем бережливого производства и управления качеством. Предложены инструменты бережливого производства и управления качеством, которые целесообразно использовать при обеспечении высокоэффективного машиностроительного производства. Даны предложения по перестройке структуры инженерных подразделений машиностроительных предприятий

Еще со времен написания классической монографии [1] стало понятно, что дальнейшее развитие теории систем рано или поздно приведет к потребности трактования некоторых ее задач как задач общей теории динамических систем

В статье рассмотрены вопросы подбора фрезерующего агрегата для добычи торфа в целях производства грунтов с наименьшими затратами и повышенными качественными показателями. Отмечено, что для удовлетворения технологических условий при выполнении фрезерования существует множество конструкций фрезерующих устройств. Указано, что в исследованиях непосредственно на полях добычи с последующими операциями сушки и уборки были использованы агрегатируемые с гусеничным трактором ДТ-75Б фрезер МТФ-14, плоскорез ПТ-09 и пассивная фреза ФПТ-09; глубина фрезерования составляла 0,02 м. Получено, что после фрезерования на поверхность залежи достаточно равномерно укладывались в слой частицы разного размера, толщина которого предопределялась коэффициентом разрыхления (у плоскореза ПТ-09 он составил 1,7 по сравнению с 1,4 у фрезера МТФ-14 и пассивной фрезы ФПТ-09). Установлено, что фракционный состав крошкообразного торфа находился в зависимости от природных свойств торфа залежи, а также от конструкции фрезы и режимa фрезерования. При этом он был неоднороден с большим количеством частиц с крупностью более 5 мм, что повысило качественные показатели (большая водоудерживающая способность и одновременно воздухопроницаемость). На основе исследований выявлено, что длительность сушки торфяной крошки зависела от процентного содержания фракций, на которое повлияли природные и технологические факторы (тип и вида торфа, степень разложения, влажность верхнего слоя залежи, тип фрезерующего агрегата, рабочая скорость). Сделан вывод, что использование плоскореза ПТ-09 для фрезерования залежи позволяет снизить производственные издержки и получить торф с повышенными качественными показателями, тем самым улучшить экономические показатели участка

Представлены результаты экспериментальных исследований коррозионной стойкости стальных образцов, покрытых антикоррозионными составами, в 3,4%-м растворе хлорида натрия. Установлено, что металлокерамические покрытия на основе композитов Zn + Al2O3 и Аl + Zn + Al2O3, сформированные холодным газодинамическим напылением, существенно повышают сопротивляемость коррозии в морской воде у сварных соединений из стали, а также монолитных стальных образцов

Представлен обзор научных исследований и опытно-конструкторских работ, выполненных на кафедре строительных, дорожных машин и оборудования Тверского государственного технического университета для механизации дорожного строительства. Выбраны разработки, которые остаются перспективными и по которым продолжаются исследования. Отмечено, что для большинства из них проведена работа от постановки задачи до создания и испытания экспериментального образца, при этом в ходе данной работы появились новые идеи совершенствования технологий и конструкций. Приведены описания и некоторые результаты исследований или испытаний оборудования для нанесения дорожной разметки, срезки кустов и мелких деревьев в полосе отвода автомобильных дорог, проведения ямочного ремонта, приготовления сухой асфальтобетонной смеси и вибрационного уплотнения грунтов.

В статье рассмотрены вопросы уменьшения энергетических капитальных затрат при полевом производстве кускового торфа. Отмечено, что послойно-щелевым способом на основе метода механизированной экструзии сформованы цилиндрические куски непосредственно на технологических площадках добычи с последующими операциями сушки и уборки. В процессе производства кусков фрезформовочным способом установлено, что добыча является весьма энергозатратной технологией, поэтому появился вопрос о снижении расходов на его производство. Указано, что при фрезформовании существенные нагрузки воздействуют на ножи рабочего органа фрезерующего агрегата при экструзии и вызывают их деформацию, затем и разрушение, вследствие чего увеличиваются затраты мощности на формование, а тем самым снижаются производительность и надежность агрегата. Рассчитаны удельная работа и необходимые мощности на фрезерование и формование, определена минимальная мощность трактора, требуемая для выполнения операции фрезформования. Обозначено, что для улучшения технико-экономических характеристик торфяного участка по добыче кускового торфа был использован показатель комплексной оценки, позволивший выбрать маломощное оборудование, тем самым сократить эксплуатационные и капитальные затраты и повысить рентабельность и надежность производства

В статье указано, что Тверским государственным техническим университетом разработана, запатентована и создана конструкция механического стенда, оснащенного системой цифрового тензометрирования и способного развивать и фиксировать разрушающую нагрузку для испытания на прочность образцов формованной торфяной продукции. Отмечено, что его планомерное использование с целью корректировки и рационализации режимов работы машин для добычи и производства кускового торфа позволит оперативно достигать стабильного качества торфа, однако методика применения данного стенда была сформирована ранее лишь для образцов кусков круглого и прямоугольного сечения. Приведены сведения, разработанные материалы и методика, позволяющие использовать созданный стенд для всех основных форм поперечных сечений кускового торфа, получаемых как в полевых, так и в заводских (стационарных) условиях

В работе исследованы триботехнические характеристики инструмента из композиционного материала, представляющего собой керамическую матрицу из оксида алюминия, упрочненную микродисперсными зернами алмазов. На основе классического подхода к деформированию шероховатых поверхностей построена модель, позволяющая оценить влияние структурных компонентов инструмента из алмазного минералокерамического материала на износ технической керамики. Получены соотношения для расчета производительности шлифования, содержания алмазов в изношенном слое абразивного инструмента и величины удельного расхода алмазов. Проведенные экспериментальные исследования подтвердили теоретические выводы. Установлено, что наибольшее влияние на производительность шлифования оказывают зернистость алмазов, нагрузочно-скоростные режимы. Отмечено, что концентрация алмазов существенно определяет относительную износостойкость абразивного инструмента. Полученные соотношения будут полезны при проектировании алмазосодержащих инструментов для обработки технической керамики

На модели электроконтактного соединения экспериментально исследовано влияние на процесс изнашивания при фреттинге основных факторов: материала контактирующих деталей, нормальной контактной нагрузки и величины тангенциальных микросмещений. Механизм этого влияния раскрыт с помощью так называемой карты режимов фреттинг-изнашивания. Приведен пример такой карты для исследованных контактных пар. На карте режимов изнашивания выделяются две основные области – область частичного проскальзывания и область существенного проскальзывания в контакте. Все исследованные экспериментально контактные пары попадают в область существенного проскальзывания, в которой основными механизмами фреттинг-изнашивания являются адгезионный и абразивный. Индикатором состояния изнашиваемого соединения служит величина контактного электросопротивления, очень чувствительного к свойствам поверхностей контактирующих деталей. Критерием достижения предельного состояния электроконтактного соединения служит резкий рост контактного сопротивления. Показано, что благодаря оптимальному выбору материала контактирующих деталей, нормальной нагрузки и тангенциальной жесткости контактного соединения можно существенно повысить его ресурс
Статистика статьи
Статистика просмотров за 2025 год.
Издательство
- Издательство
- ТВГТУ
- Регион
- Россия, Тверь
- Почтовый адрес
- 170026, Тверская обл, г Тверь, наб Афанасия Никитина, д 22
- Юр. адрес
- 170026, Тверская обл, г Тверь, наб Афанасия Никитина, д 22
- ФИО
- Твардовский Андрей Викторович (ИСПОЛНЯЮЩИЙ ОБЯЗАННОСТИ РЕКТОРА)
- E-mail адрес
- tvardovskiy@tstu.tver.ru
- Контактный телефон
- +7 (482) 2526335