
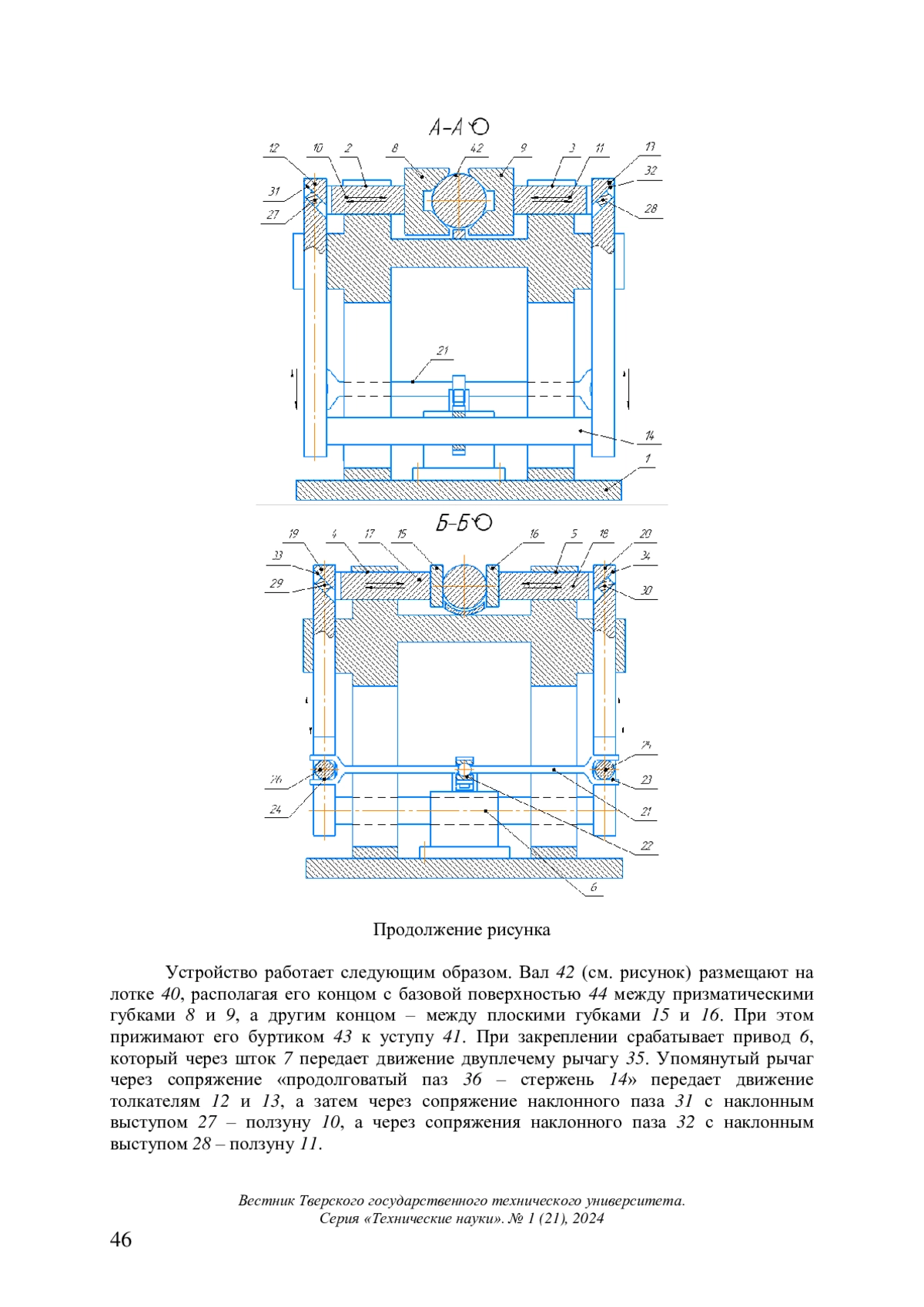
Представлен анализ известных способов и приспособлений для установки валов на металлорежущие станки при обработке шпоночных пазов. Изложена сущность разработанного способа установки ступенчатого вала. Раскрыты устройство и принцип действия спроектированного приспособления с двумя зажимными механизмами. Проведены сравнительные анализы предложенных способа и устройства с аналогичными известными решениями. Отражены оригинальность разработок и достигаемый технический результат
Предпросмотр статьи
Идентификаторы и классификаторы
- SCI
- Строительство
Многие изделия машиностроительного производства имеют валы с разнообразными конструктивными элементами. Среди них встречаются валы со шпоночными пазами на одном из концов и другими конструктивными элементами в виде, например, поперечных отверстий, торцовых пазов или граней, расположенных на другом конце. При этом допуски расположения шпоночного паза в поперечном и продольном направлениях задаются относительно базовой плоскости симметрии, проходящей через ось шейки, на которой он выполнен
Список литературы
1. Палей М.А., Романов А.Б., Брагинский В.А. Допуски и посадки: справочник в 2 ч. СПб.: Политехника. 2009. Ч. 2. 629 с.
2. Анухин В.И. Допуски и посадки: учебное пособие. СПб.: Питер. 2007. 206 с. EDN: QNBNVZ
3. Марков Н.Н., Осипов В.В., Шабалина М.Б. Нормирование точности в машиностроении: учебник / под ред. Ю.М. Соломенцева. М.: Высш. шк.; Академия. 2001. 335 с.
4. Горохов В.А., Схиртладзе А.Г. Проектирование и расчет приспособлений. Старый Оскол: ТНТ. 2009. 304 с.
5. Схиртладзе А.Г., Новиков В.Ю. Станочные приспособления: учебное пособие. М.: Высш. шк. 2001. 110 с.
6. Справочник технолога - машиностроителя: в 2 т. / А.М. Дальский [и др.]. М.: Машиностроение-1. 2003. Т. 1. 912 с.
7. Малов А.Н. Загрузочные устройства для металлорежущих станков. М.: Машиностроение. 1972. С. 208-211. EDN: UJLYYB
8. Архаров А.П., Митюшин С.С. Способ установки заготовки на центрах токарного станка // Вестник Тверского государственного технического университета. Серия “Технические науки”. 2019. № 4 (4). С. 36-39. EDN: BAYRVZ
9. Архаров А.П. Патрон клиновой механизированный для установки заготовки на центрах токарного станка // Вестник Тверского государственного технического университета. Серия “Технические науки”. 2020. № 1 (5). С. 21-26. EDN: GEJODN
10. Скиженок В.Ф., Лебедев Н.Ф., Ковзель Н.И. Автоматизация и механизация протяжных работ. М.: Машиностроение. 1974. С. 43-44.
Выпуск
Другие статьи выпуска

В статье представлены основные результаты CAE-моделирования температурных процессов, происходящих в сопле скрапового резака при раскрое скрапа толщиной более 800 мм. Показано распределение температуры в теле сопла при его охлаждении струей режущего кислорода. Рассмотрены особенности создания расчетных моделей теплопереноса с поверхности скрапа на рабочий торец сопла, а также проведены сопряженные вычисления температурных полей в теле сопла при холодной продувке струей режущего кислорода центрального канала.

В статье описана методология геомоделирования торфяного месторождения. Показаны принципы создания и использования цифровой модели торфяного месторождения. Проведена оценка торфяного производства как информационного объекта. Описаны особенности применения геоинформационных систем в условиях предприятий по добыче торфа, а также источники исходной информации, необходимые для геомоделирования объектов торфодобывающих производств

В статье предложено использование автоматического адаптивного обнаружителя, реализующего локально наиболее мощный несмещенный (ЛНМН) критерий, и проведено его сравнение с обнаружителем по критерию Неймана ‒ Пирсона для экстремально сложных условий наблюдения для оптико-электронных приборов. Построены рабочие характеристики адаптивного обнаружения слабоконтрастных изображений динамических объектов в сложных фоновых условиях. Получены расчетные оценки, подтверждающие превосходство ЛНМН-правила над классическим правилом Неймана ‒ Пирсона

В статье рассмотрен вопрос автоматизации процесса ремонта лопаток газотурбинного двигателя (ГТД) с применением системы сканирования. Предложен подход к сканированию детали системой технического зрения, установленной на том же оборудовании, на котором в последующем будет выполняться ремонт наплавкой. Отмечено, что приведенный алгоритм обладает адаптивностью к механическому состоянию оборудования. Указано, что по сравнению с ручным методом точность сканирования составляет свыше 0,05 мм (P = 67,56 %) и свыше 0,1 мм (P = 95,75 %), что достаточно для дальнейшего применения полученных сканов в задаче ремонта лопаток ГТД

Рассмотрены вопросы о возможности использования вертикального принудительного кустового дренирования для дополнительного осушения сильнообводненной производственной площадки на торфяном участке эфтрофного типа. Выявлено наименьшее отрицательное воздействие дренирования на окружающую природную среду, в частности на режим прилегающих водных объектов, при отработке торфяного месторождения «Ильинское». Изучено влияние дополнительного принудительного осушения (в зависимости от осадков и объема откачанной воды) на показатели изменения уровней грунтовых вод в скважинах и каналах. Проанализировано взаимодействие вертикальных скважин с торфяной залежью в процессе дополнительного принудительного осушения на контрольном участке в течение сезона. Установлено, что для вертикальной фильтрации особенности эпюры напоров зависят от изменений коэффициента фильтрации в слоях залежи. Выявлено, что непрерывная откачка воды из вертикальных скважин привела к образованию депрессионной воронки с местными дополнительными понижениями вблизи скважин. Подтверждена эффективность использования вертикального дренирования при понижении влажности эксплуатационного слоя ниже нормы (до 73,3 %). Отмечено, что по толщине залежь уплотнилась неравномерно, а распределение потенциалов влаги было неравновесным и зависело от расстояния до осушителей, а также от фильтрационных свойств торфа и других факторов

Изложен новый подход при производстве деталей торфяных машин в условиях многономенклатурного производства. Установлено, что при синтезе технологического маршрута изготовления деталей торфяных машин в условиях непрофильного многономенклатурного производства часто возникает проблема загрузки существующих гибких производственных систем (ГПС). Рекомендовано обеспечивать производство дефицитных деталей торфяных машин в непрофильном производстве за счет рационального распределения технологических задач для каждого гибкого производственного модуля. Указано, что для повышения эффективности технологической подготовки используются системы автоматизированного проектирования технологических процессов, а также отмечено, что они не в полной мере обеспечивают достижение качественного решения, поскольку конкретная ГПС может не соответствовать типовому подходу для рассматриваемой детали. Для решения этой проблемы предложено провести анализ конструкторско-технологических элементов (КТЭ) детали и определить возможные способы их получения с учетом существующего оборудования. Обозначено, что для достижения высокой эффективности и необходимого качества продукции в условиях многономенклатурного производства с постоянно изменяющейся загрузкой гибкого производственного модуля необходимо расширять технологические возможности ГПС за счет использования для имеющихся станков дополнительных технологических модулей, отвечающих за изготовление проблемных КТЭ

Представлены результаты исследований микроструктуры, микротвердости, микрогеометрии поверхности лазерного реза наплавленной быстрорежущей стали марки Р9М4К8 после алмазного выглаживания. Показано, что шероховатость поверхности лазерного реза уменьшается в 3…4 раза, что позволяет получать рабочую поверхность без последующего механического шлифования. Отмечено, что алмазное выглаживание приводит к измельчению микроструктуры, повышению микротвердости стали до 9 700 ± 130 МПа.

Исследованы триботехнические характеристики инновационного материала, представляющего собой композиционное покрытие с матрицей из оксида алюминия и наполнителями из нанодисперсного магнетита и микродисперсных дисульфида молибдена, графита. Установлено, что минимальные значения коэффициента трения и интенсивности изнашивания при сохранении высоких прочностных свойств материалов достигаются при концентрации дисперсных частиц в электролите: для магнетита – не более 20 г/л; графита – не более 40 г/л; дисульфида молибдена – 45 г/л. Подчеркнуто, что испытания показали стабильность коэффициента трения исследуемых покрытий в течение 90 часов. Изучено влияние контактного давления на интенсивность линейного износа. Предложен критерий перехода от упругого контакта к пластическому. На основании этого получено расчетное соотношение для оценки перехода от стабильной работы трибосопряжения к его катастрофическому изнашиванию

Методом порошковой лазерной наплавки получено металлокерамическое покрытие NiCrBSi‒WC на конструкционной стали 40Х. Показано, что при наплавке высоколегированной порошковой смеси с помощью многоканального лазера формируется практически беспористое покрытие, обеспечивается металлургическое сплавление с основой. Отмечено, что линия сплавления однородна по строению, и это подтверждает высокую однородность интегрального тепловложения во время наплавки данным типом лазера. Установлено, что благодаря высоким скоростям нагрева и охлаждения расплава при порошковой лазерной наплавке растворение карбидов WC в ванне расплава незначительное. Выделение хрупкой фазы на границе карбидметаллическая матрица не выявлено

Исследовано влияние волнистости технических поверхностей на контактное взаимодействие деталей машин. Приведены параметры шероховатости и волнистости поверхностей экспериментальных образцов по ГОСТ Р ИСО 4287-2014, механические свойства материалов образцов, дано описание методики эксперимента. Предложены теоретические зависимости контурной площади контакта от номинального давления, параметров шероховатости и волнистости контактирующих поверхностей и механических свойств материалов контактирующих деталей. Теоретически и экспериментально показано, что волнистость существенно влияет на величину площади контакта деталей машин. Отмечено, что в зависимости от величины номинального контактного давления контурная площадь, образовавшаяся в результате упругой деформации волн, составляет от нескольких единиц до нескольких десятков процентов от номинальной площади контакта

Приведены результаты научно-исследовательской работы по созданию способа нанесения износостойкого кобальт-хромового покрытия на подложку из алюминиевого сплава путем термического разложения паров металлоорганических соединений. Указано, что способ характеризуется последовательным нанесением адгезионного слоя из смеси нитрозилтрикарбонила кобальта и газа-носителя аргона и поверхностного слоя из гексакарбонила хрома при температуре термического разложения металлоорганических соединений. Отмечено, что металлизация осуществляется по замкнутому циклу, исключающему контакт работников с токсичными веществами и выбросы загрязняющих веществ в атмосферу, за счет чего обеспечивается безопасность производственного процесса. Получены покрытия с необходимыми физико-механическими свойствами, что доказывает эффективность применяемых подходов, способствует повышению износостойкости деталей и увеличению ресурса техники
Статистика статьи
Статистика просмотров за 2025 год.
Издательство
- Издательство
- ТВГТУ
- Регион
- Россия, Тверь
- Почтовый адрес
- 170026, Тверская обл, г Тверь, наб Афанасия Никитина, д 22
- Юр. адрес
- 170026, Тверская обл, г Тверь, наб Афанасия Никитина, д 22
- ФИО
- Твардовский Андрей Викторович (ИСПОЛНЯЮЩИЙ ОБЯЗАННОСТИ РЕКТОРА)
- E-mail адрес
- tvardovskiy@tstu.tver.ru
- Контактный телефон
- +7 (482) 2526335